Als boortjes raad ik hardmetalen boortjes aan.
Deze gaan heel lang mee maar zijn wel kwetsbaar, dus niet buigen of laten vallen.
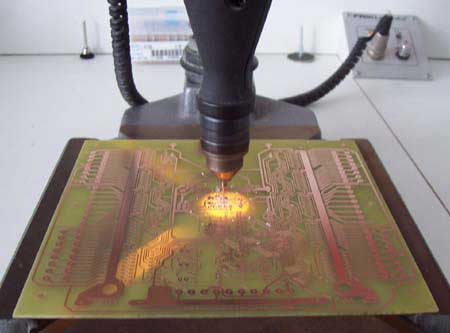
Om de printen te boren wordt een printboormachine aangeraden.
Deze heeft een hoog toerental
en kan kleine boortjes ook nog klemmen.
Machines die normaal voor zwaar werk worden gebruikt trillen te veel,
waardoor hardmetalen boortjes snel zullen breken.
8$
8
De meeste printboormachines passen in een 'grote' boorstandaard.
Uit de hand boren is met hardmetalen boortjes onmogelijk (breken af).
8$
8
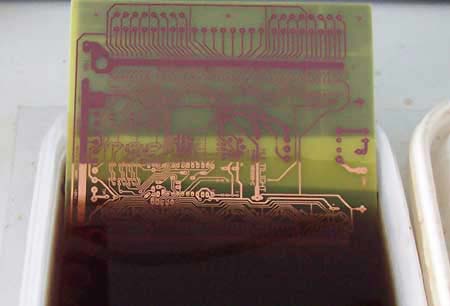
De fotolaag met wat aceton
vóór het boren verwijderen.
Ná het boren kan ook, maar dat poetst moeilijker door de geboorde gaatjes.
Bovendien loop je de kans dat de inkt in de gaatjes loopt wat problemen op kan leveren bij verzilveren.
Vergeet de achterkant niet.
8
8
Een andere manier is om de reeds geëtste print nogmaals helemaal belichten,
dus zonder layout, en daarna weer in de ontwikkelaar zodat de overige inkt oplost.
Vergeet de achterkant niet.
8
8
Hierna de opnieuw belichtte, geëtste print nogmaals in de ontwikkelaar dompelen.
Hierdoor lost ook de overige inkt op.
Wie niet kan verzilveren kan het best de fotolak op de print laten zitten.
Het is soldeerbaar en hierdoor is het koper voor een groot deel beschermt tegen oxidatie.
Helaas niet voor 100% want de zijkanten van de baantjes liggen natuurlijk wel bloot.
8$
8
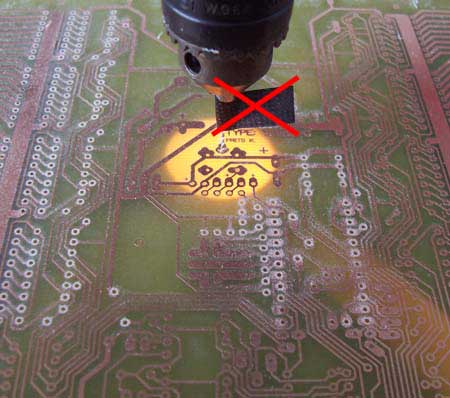
Soldeer eilanden met een geëtst gaatje (open pads) centreren de boor.
Een zwakstroom lampje onder de print geeft extra zicht tijdens het boren.
Alleen mogelijk bij gebruik van epoxy (= doorzichtig) als basismateriaal.
8
8
Het lampje ligt in het boorgat van de boorstandaard.
Ga met de muis op de foto staan, dan gaat het lampje uit.
Een stuk isolatieband aan de boor blaast het stof automatisch weg.
Maar zo adem je het stof in, dus niet doen.
Een voetpedaal om de boormachine in te schakelen houdt de handen vrij.
8$
8
Een regelbaar toerental is ideaal.
Ikzelf heb een I²R regeling.
Dat betekent dat
de boor niet trager
gaat lopen als een gat wordt geboord.
Hierdoor is het toerental tijdens boren constant.
Een boorkop werkt fijner dan een kop voor vaste maten.
Hierin kunnen boren van 0,6mm tot 6mm worden geklemd.
Links de hardmetalen boren (met dikke schacht).
Een kunststof hulsje beschermt de boor tijdens bewaren.
Uiterst rechts de 6mm boor, maximale dikte van de boorkop.
De meeste gaten kunnen met 0,8mm worden geboord.
Ga echter nooit een te klein gat opboren met een hardmetalen boor.
De boor zal happen en meteen afbreken.
Opboren eventueel met een 'normale' boor.
Gaten nooit te ruim boren.
Let goed op dat alle gaten zijn geboord.
Het boren van gaten als er al componenten op zijn gesoldeerd is lastig.
Bovendien is de kans op beschadiging van print en boor groot.
Zoals gezegd gaan hardmetalen boren heel lang mee maar zijn duur en kwetsbaar.
TIP: Kijk op elektronica markten.
Daar zijn vaak hardmetalen boortjes voor een prikkie te koop.
Deze komen 2e hands van de industrie
maar zijn nog heel scherp voor de hobby.



 kap.")